The holy grail for any manufacturing manager is a fully capable process. Meaning that your factory does what it should do: produce products your customers want to pay for. How to find out that you are capable and that the products fit your customers’ requirements? This article discusses process capability and process performance often referred to by using these fab four indices: Cp, Cpk, Pp, and Ppk
In this article
Process capability and performance
What is process capability?
Process capability is the degree to which a process can repeatedly produce parts or products that meet the required specifications.
A capable process will produce products that comply with the specifications. The capability index is a measure to show how capable the process is. In that sense, the capability index can be considered as a sort of forecast telling us what we can expect from a process.
What is process performance?
Process performance is very similar to capability. Where capability is more like a forecast, the performance evaluation looks in the rearview mirror of the process, evaluating real historical data.
Specifications
The products your customers purchase from you are defined by a multitude of characteristics. Some of these characteristics are tangible and measurable. Depending on the nature of your product these are either dimensional or chemical properties of your product. Your customer requires your products to fall within certain predefined limits. These are what we refer to as the specification limits. Often these specs are defined by an upper specification limit (USL) and a lower specification limit (LSL).
Process capability measures how consistently a manufacturing process can produce parts within specifications.
A capable process
The basic idea behind a capable process is very simple. You want your manufacturing process to:
- be centered close to the nominal target value as designed and agreed upon by your customer
- have a spread that is narrower than the specification limit
If these conditions are met, you produce products that are (almost) perfect and have no waste as there is no single product off-spec.
However, in reality, your process might not be this perfect. And capability is not this black or white either. Your process has a certain capability, even though it might produce off-spec products every once in a while.
The measures for capability and performance
The extent to which your process is capable of producing in-spec parts is measured by the capability indicators Cp or Cpk and the performance indicators Pp and Ppk.
What the *k?
You might be confused by the difference between Cp, Pp on the one hand and Cpk and Ppk on the other.
Cp and Pp simply evaluate the measured variation in comparison to the specification limits. As long as the variation is smaller than the specification range, they are all good.
Cpk and Ppk extend this by evaluating the centering as well.
Centering and spread
Customers demand products that conform to their requirements. We want our processes to be as stable as possible, in order for our operation to be profitable.
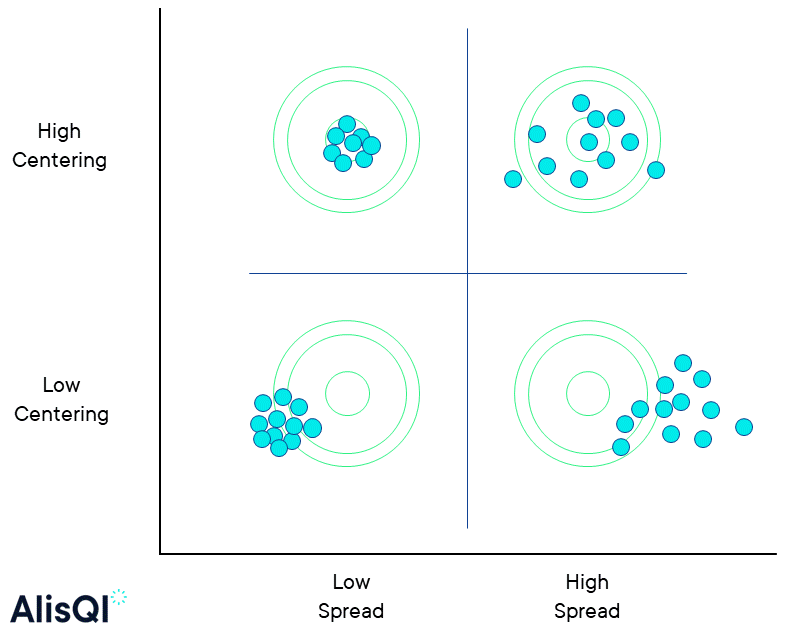
Let's visualize the meaning of the centering and spread so that its relevance gets crystal clear.
- A low spread alone is not enough as we see in the lower-left corner of the diagram below. Although our process is very stable, we have many, many off-specs.
This process will have a great Cp, but a dramatic Cpk (see the table below that will help with interpretation) - With a high spread, we produce garbage all the time. Regardless of our centering, we end up with lots of variation in our product quality and quite a number of off-specs as well.
This process will have a similar Cp and Cpk, although quite low in absolute numbers. - The clear winner is the upper left corner, where we have a high centering and low spread. This is the holy grail we're all looking for!
This process will have both a high Cp and Cpk.
Calculations
Let's dive into the math behind capability and performance indicators.The idea is plain simple, the capability is the ratio between the spec width and the actual process width. For the process width, we use the distance between the upper and lower control limits. These control limits are calculated by 6x the measured standard deviation (sigma). That is where the famous six sigma comes into play!
Spec width = USL – LSL
Process width = UCL – LCL
Cp = Spec width / Process width
As you can tell from this calculation, there is no centering involved in the Cp. We need to add that for the Cpk and Ppk.
The centering is added by evaluating both sides from the process average independently. See the calculation below. The x(bar) represents the process average value. This is the centering.
Cpk = MIN( (USL – x(bar)) / 3 s, (x(bar) - LSL) / 3 s )
We basically perform the same calculation twice: calculate the capability for the lower half of the data and do the same for the upper half. Then, we take the worst of the two and consider that our overall indicator value.
Cheatsheet
Cp(k) vs Pp(k)
- Cp & Cpk use an estimate for the standard deviation applying the R Bar / d2 method.
- Pp, Ppk are more liberal whereas Cp, Cpk are more conservative.
- Use Pp & Ppk when you are initially setting up your process.
- Use Cp & Cpk once the process is in a state of statistical control.
- Cpk or Ppk is less than Cp or Pp.
How to interpret capability indicators
When evaluating your capability indices, you might be inspired by these defacto standard classifications:
| Indicator value | Interpretation | Action |
| < 0.67 | Not acceptable | 100% inspection |
| 0.67 - 1.00 | Not capable | Improve processes |
| 1.00 - 1.33 | Insufficient | More inspections |
| 1.33 - 1.67 | Acceptable | Maintain |
| > 1.67 | Too good | Reduce inspections |